Le quote di massima e quelle dei vari particolari sono state prese direttamente dall’originale, (che nel nostro caso si trovava a Roma Termini), dopo numerosi fax di richiesta di autorizzazioni e appuntamenti vari. Le misure cosě ottenute sono state ridotte in scala e sono stati realizzati i disegni dei vari pezzi al computer, dedicando particolare attenzione alla ottimizzazione della fase di montaggio successiva. In una prima fase di progettazione, infatti, le varie parti costituenti la cassa erano state realizzate separatamente e saldate successivamente l’una all’altra per un totale di cinque pezzi (quattro fiancate piů il tetto). L’operazione risultava alquanto laboriosa e necessitava di una certa manualitŕ e destrezza con il saldatore. Nella sua versione definitiva, invece, la cassa č stata realizzata in un pezzo unico, dotato di linee di piegatura in modo di facilitare le operazioni di piegatura e le saldature finali.
E' preferibile usare la saldatura a stagno per assemblare tutti i pezzi, perché a nostro parere rende il tutto piů stabile e anche meno visibile; ciň non toglie che si potrebbe usare anche la colla (cianoacrilica o epossidica a due componenti), anche se ho qualche dubbio sulla stabilitŕ di pezzi molto piccoli, come ad esempio i supporti della trave a doppio T. Anche la natura della lega depone a favore della saldatura; infatti si salda con estrema facilitŕ a stagno (forse anche meglio dell’ottone N.d.R.), ancora meglio se si usa un flussante come il cloruro di zinco. Per chi non ne fosse a conoscenza, il cloruro di zinco si trova nei negozi di fornitura per orafi ed č costituito appunto da una soluzione di cloruro di zinco con un tensioattivo (sapone), che ne abbassa la tensione superficiale, in modo da bagnare perfettamente le due parti metalliche da saldare facendo cosě penetrare lo stagno fuso. Basta infatti dare una spennellata di soluzione sul metallo, far sciogliere una piccolissima quantitŕ di stagno sulla punta del saldatore e avvicinarlo sul punto di unione dei due pezzi. A quel punto quella piccola quantitŕ di stagno presente sulla punta del saldatore si espanderŕ perfettamente tra i due pezzi, fin dentro i piů minuti interstizi, effettuando una saldatura perfetta. Questo procedimento potrŕ far inorridire molti di voi (soprattutto quelli abituati ad assemblare i circuiti stampati),infatti la tecnica canonica e quella di scaldare con il saldatore il metallo da saldare e poi avvicinare lo stagno alla punta del saldatore in modo che il flussante presente nell’anima dello stagno possa bruciare gli ossidi e dare una saldatura lucida. Nella tecnica che usiamo noi il cloruro di zinco precedentemente spennellato nel metallo funge da disossidante quindi quando si avvicina il saldatore con lo stagno giŕ dosato sulla punta questo si spanderŕ perfettamente.
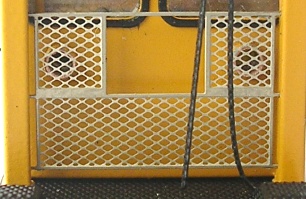
Notevole cura č stata impiegata anche nella riproduzione dei particolari: nella cassa, infatti, sono state realizzati i parafanghi, le cannellature di rinforzo del tetto, tutte le cornici dei finestrini (laterali e frontali e delle porte d’accesso in cabina), le ventole di raffreddamento del radiatore ed il radiatore stesso coperto da una presa d’aria basculante, ruotante come al vero.Nella realtŕ, č orientata dal personale secondo la direzione di marcia per favorire il flusso d’aria verso il radiatore. |